
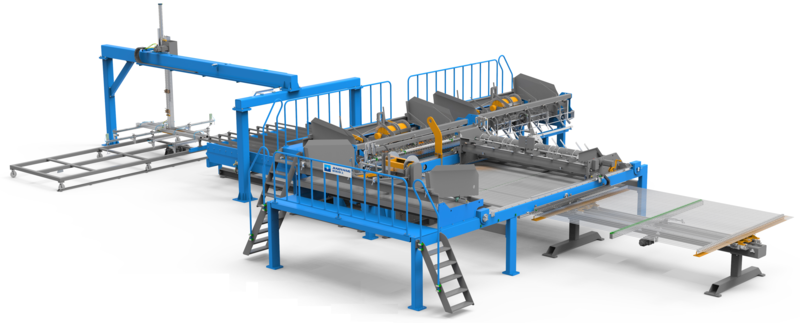
Линия сварки секций для 3D и 2D заборов, ограждений












ГАЛЕРЕЯ→
Заборы 3D относят к ограждениям массового сегмента, как не дорогие и доступные по цене. Как показано на левой фотографии, секции объёмные, с рёбрами жесткости. Диаметры сварки от 3 до 6 мм. Забор 3D выглядит изящно, престижно. Ассортимент по высоте, ширине и цвету 3Д ограждений впечатляет. Единожды смонтированным будет радовать заказчика долгие годы.
Заборы 2D относят к ограждениям премиального сегмента, как более дорогие и престижные. Как показано на правой фотографии, секции плоские, без рёбер жесткости, в местах сварки везде контактируют три прутка. Диаметры сварки до 8 мм, поэтому забор 2D выглядит основательнее и весомее, чем 3D. Однако для более полного удовлетворения спроса, достаточно дополнить комплект оборудования гибочным прессом и секции 3D тоже пойдут с конвейера этого робота.

Предоставляем вниманию серъёзное оборудование с высоким уровнем технологии и надёжности, способное выпускать ассортимент сеток стабильного нормативного качества. Приобретение позволит вашему бизнесу бесперебойно обеспечивать продукцией строительные фирмы, торговые сети и частных лиц, занимающиеся ограждением территорий, ландшафтным дизайном. Крупные компании и домовладения различного направления, даже пограничные войска останавливают свой выбор на красивых и экономичных заборах. Компания "Сеткосвар" — официальный дилер китайского завода «Джиаоянг» (Jiaoyang), производителя оборудования для производства 3Д и 2Д заборов .
Преимущества для вашего бизнеса
- Оборудование произведено на заводе с международной системой
контроля качества ISO 9001. - Различные варианты комплектации линии для производства заборных секций 2D.
- Цена без посредников — от завода-изготовителя.
- Доставка по России и странам СНГ.
- Шефмонтаж станков, обучение персонала, технические консультации.
- Сервисное обслуживание в течение всей эксплуатации.
Что мы предлагаем
С помощью оборудования вы сможете в поточном режиме изготавливать сварные 3D сетки, 2D сетки для оград и заборов. Аппаратура производства «Джиаоянг» (Китай) отличается универсальностью. Ее можно перепрограммировать на изготовление армирующей сетки для нужд строительных, дорожных фирм и организаций. Можно настраивать и быстро выполнять партии декоративных сеток для пергонов, габионов, сетчатых контейнеров и стеллажей для складов.
Особенности производства 3D-заборов
Выпрямленные прутки загружаются в бункеры узлов автоматической раскладки продольного и поперечного материала. Продольные прутки в машине, т.е. вертикальные в заборе, выставляются по заданию чертежа. Электроды могут быть расставлены с любым интервалом, в том числе исключены из сварки, без демонтажа.
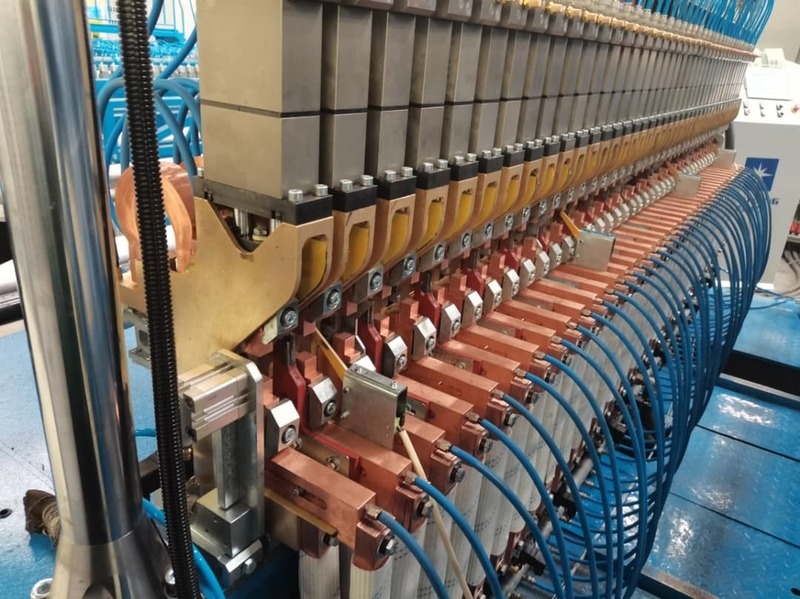
Сварка происходит после выкладки и торцевого выравнивания каждого поперечного прутка. Если датчик в любом цикле «не увидит» его в зоне сварки, ПЛК остановит машину, для выяснения причины. Прижим сварочных электродов производится с помощью индивидуальных пневматических цилиндров.
Конструктив протяжки свариваемых сеток и узел торцевания поперечных прутков перед сваркой позволяют стабильно получать чёткую геометрию заборных панелей и строительных сеток. Импульсы сварочных трансформаторов задаются контроллером синхронно или попеременно, с разносом во времени, для уменьшения нагрузки на цеховую электросеть.
Особенности сварки 2D-заборов
Взамен рёбер жёсткости, для сохранения несущих свойств, горизонтальные прутки забора привариваются сдвоенно. Их диаметры увеличиваются на 1-2 мм, относительно вертикальных прутьев. Для двойной сварки перекрестий в зону электродов станка снизу и сверху продольных прутков (в заборе вертикальных) одновременно подается по два поперечных.
Сварка каждого перекрестия в двух точках одним импульсом потребовала трансформаторы большей мощности и пневматический прижим электродов. Результат — сохранение жесткости, несущих свойств, прочности и эстетики сварных 2D-сеток.
Видео1 работы Автомата по производству сеток 3D заборов
Видео2 работы Автомата по производству сеток 3D заборов
Видео3 работы Автомата по производству сеток 3D заборов
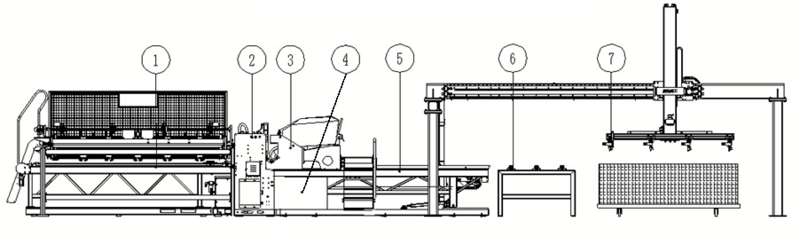
Схема линии для производства заборных секций 3D,
на базе машины GWCD3000Z
кликнуть по схеме для просмотра

Технические данные линий 3Д в двух вариантах ширины
|
Максимальная ширина сетки |
2500мм |
3000 мм |
|
Максимальная длина сетки |
до 3000мм |
до 3000мм |
|
Количество точек сварки, пар электродов |
51 пара |
61 пара |
|
Диаметр продольного материала |
от 3 до 6 мм |
от 3 до 6 мм |
|
Диаметр поперечного материала |
от 3 до 6 мм |
от 3 до 6 мм |
|
Интервал продольный |
от 50 мм |
от 50 мм |
|
Шаг поперечный |
от 50 мм до 300 мм, установка с пульта |
|
|
Металл материала |
проволока из низкоуглеродистой стали, |
|
|
Скорость сварки |
до 60 циклов в минуту |
|
|
Сварочные трансформаторы |
13 шт по 125 кВа |
16 шт по 125 кВа |
|
Подача продольного материала |
Предварительная нарезка, автоматические выравнивание и автоподача в зону сварки |
|
|
Подача поперечного материала |
Предварительная нарезка, верхняя и нижняя подача из накопительных бункеров |
|
|
Прижим сварки |
Пневматическое давление |
|
|
Способ сварки |
Сварка сопротивлением с преобразователем промежуточной частоты |
|
|
Способ удаления сеток |
Двух пакетное автоматическое штабелирование |
|
|
Управление линии |
Программируемый логистический компьютер |
|
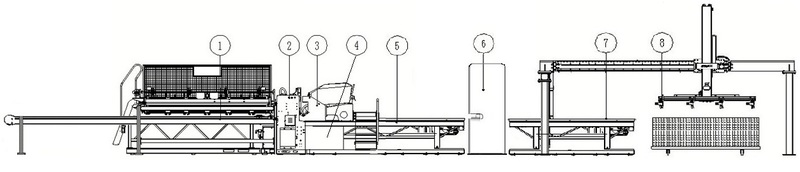
Схема линии для производства заборных секций 2D,
на базе машины GWCD3000H (вариант)
Видео работы Автомата по производству сеток 2D заборов

1-2. Стол автоматической подачи продольного материала; 3. Главный сварочный аппарат, пульт управления; 4. Бункер автоматической подачи верхних поперечных прутков; 5. Бункер автоматической подачи нижних поперечных прутков; 6. Стол вытягивания готовой сетки; 7. Автоматический захват и двух пакетное штабелирование; 8. Электрошкафы (на схеме не указаны); 9. Система водяного охлаждения (на схеме не указана).
Технические данные линий 2Д в двух вариантах ширины
|
Максимальная ширина сетки |
2500мм |
3000 мм |
|
Максимальная длина сетки |
до 3000мм |
до 3000мм |
|
Количество точек сварки, пар электродов |
51 пара |
61 пара |
|
Диаметр продольного материала |
от 5 до 6 мм |
от 5 до 6 мм |
|
Диаметр поперечного материала |
от 6 до 8 мм |
от 6 до 8 мм |
|
Интервал продольный |
от 50 мм |
от 50 мм |
|
Шаг поперечный |
от 50 мм до 300 мм, установка с пульта |
|
|
Металл материала |
проволока из низкоуглеродистой стали, |
|
|
Скорость сварки |
до 60 циклов в минуту |
|
|
Сварочные трансформаторы |
6 шт по 350 кВа |
7 шт по 350 кВа |
|
Подача продольного материала |
Предварительная нарезка, автоматические выравнивание и автоподача в зону сварки |
|
|
Подача поперечного материала |
Предварительная нарезка, верхняя и нижняя подача из накопительных бункеров |
|
|
Прижим сварки |
Пневматическое давление |
|
|
Способ сварки |
Сварка сопротивлением с преобразователем промежуточной частоты |
|
|
Способ удаления сеток |
Двух пакетное автоматическое штабелирование |
|
|
Управление линии |
Программируемый логистический компьютер |
|
Условия эксплуатации оборудования
|
Внешний источник питания |
Трехфазный 380V50HZ, расстояние от главного шкафа управления ≦ 100м |
|
Напряжение управления |
DC24В |
|
Главный трансформатор |
Максимальный перепад давления ≤ 10% , Напряжение короткого замыкания ≤ 5% |
|
Эксплуатационная обстановка |
Температура 5 ~ 40 ℃, относительная влажность воздуха (20 ℃) ≤90% |
|
Требования к источнику сжатого воздуха |
Рабочее давление 0,5 ~ 0,6 МПа, расход около 31 м3 / ч. |
|
Требования к охлаждающей воде |
Чистая вода от нейтральной до слабощелочной (PH = 7 8), расход 3 м3 / ч, температура на входе 25 ~ 30 ℃, давление на входе 0,15 0,3 МПа |